氩弧焊机高频引弧电路原理?
一、氩弧焊机高频引弧电路原理?
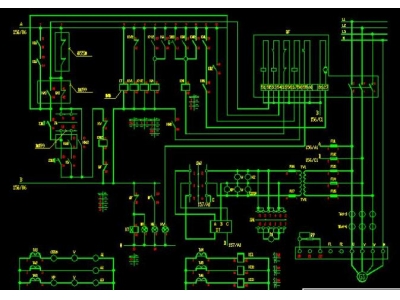
接通电源,按下焊钳手柄的联动开关,接通继电器动作。为引弧电路提供工作电压。该工作电压一方面通过可控硅向升压变压器提供脉冲电源,另一方面通过限流电阻、二极管及两只反向串联的稳压二极管向触发极提供触发电压,其中R1、C1起移相作用。经过耦合,在次级感应出高压。通过内部高压二极管的整流、高压电容滤波后,在引弧放电器两端产生一定的高压,从而放电引弧。
二、氩弧焊引弧困难原因?
引弧控制器内部短路。原因:杂质、粉尘、金属颗粒附着引起。焊接环境污染严重的场地,应每月用压缩空气清洁2次为好。钨极质量存在缺欠,加上打磨针尖偏心,容易导致引弧困难。
要注意接好电焊机进气管,检查进气管是否完好。将进气管连接氩气减压表,接到氩气瓶上,打开气瓶阀,并将减压表的出气量到15左右。调节焊机的相关参数,比如推力电流、焊接电流、气体延迟保护时间等。
三、氩弧焊机引弧原理?
工作原理:高采用高频振荡器产生约3000V高频电压进行引弧。这时焊接电源空载电压只需65V左右即可高频振荡器由升压变压器B1、火花隙放电器P、振荡电容Ck、振荡电感Lk以及高频耦合变压器B组成。
高频振荡器与焊接变压器可以串联使用。这时B2次级是焊接主回路的一部分,Cf 为高频旁路电容,既可提高引弧效果,又能避免高频窜人焊接变压器。
四、氩弧焊引弧间隙调整?
、两放电点时每放电点0.1~0.3mm,单放电点0.2~0.5mm比较合适。
2、氩弧焊即钨极惰性气体保护弧焊,指用工业钨或活性钨作不熔化电极,惰性气体(氩气)作保护的焊接方法,简称TIG。
3、焊接中,使焊接材料(焊条、焊丝等)引燃电弧的过程叫引弧。手工电弧焊中常用的引弧方法有划擦法和直击法。
五、氩弧焊机高频震荡引弧与脉冲引弧哪个引弧方式更易起弧?
都易起弧高频震荡引弧与脉冲引弧 引弧原理是相同的 脉冲引弧器供给的是高压脉冲电流,对焊工的健康无影响。建议使用脉冲引弧。更健康。
六、氩弧焊的引弧指什么?
(1)接触引弧:钨极与焊件短路,提起钨极的瞬间而引燃电弧。
(2)高频引弧:将高频振荡器串联或并联在主焊接回路中,在钨极与焊件间发生高频振荡,使惰性气体发生电离而产生电弧。
(3)高压脉冲引弧:用脉冲引弧线路代替高频振荡器,当电路接通瞬间,产生高压脉冲,使两极之间引燃电弧。
七、氩弧焊高频引弧怎么修?
首先要确定有没有高压打火的声音,没有的话检查接触开关和线的接触是否良好,再查高压电路,看一下高压电容容量,还有就是高频电感也有很大关系,有高频的话就换个气电一体接头或者是快速接头。
试试把放电咀调远一点,钨极离焊件0.5CM焊接开关打开时有没有高频引弧的电子束,如没有就是引弧电路有故障。
开关线可能有断的地方,可以拔掉开关,用平口螺丝刀连一下,看行不行,还有就是听一下有没有电磁阀吸合声。
八、高压引弧电路原理?
工作原理:高采用高频振荡器产生约3000V高频电压进行引弧。这时焊接电源空载电压只需65V左右即可高频振荡器由升压变压器B1、火花隙放电器P、振荡电容Ck、振荡电感Lk以及高频耦合变压器B组成。高频振荡器与焊接变压器可以串联使用。这时B2次级是焊接主回路的一部分,Cf 为高频旁路电容,既可提高引弧效果,又能避免高频窜人焊接变压器。
九、氩弧焊机引弧板短路原理?
工作原理:接通电源,按下焊钳手柄的联动开关,触发开关K接通且继电器J2动作。电源变压器B③~④绕组的125V交流电压通过J2、C2和整流全桥限流电阻R,为引弧电路提供工作电压。
该工作电压一方面通过可控硅TR1向升压变压器B1提供脉冲电源,另一方面通过限流电阻R3、二极管D2及两只反向串联的稳压二极管D3、D4向TR1的触发极提供触发电压,其中R1、C1起移相作用。这样,TR1的间歇导通在B1的初级线包中产生脉冲振荡电流,经过耦合,在次级感应出高压。
通过B1内部高压二极管的整流、CH1~6高压电容滤波后,在引弧放电器两端产生一定的高压,从而放电引弧。使用时如无电弧或电弧不稳定,应打开设备外壳,观察引弧板上的放电器有无灰尘、铁屑等异物而引起的短路情况,高压线头是否脱落,或紧固螺丝是否松动而引起放电间隙过小或过大,使引弧困难。
十、氩弧焊如何解决引弧困难?
1、引弧控制器内部短路。原因:杂质、粉尘、金属颗粒附着引起。焊接环境污染严重的场地,应每月用压缩空气清洁2次为好。
2、钨极质量存在缺欠,加上打磨针尖偏心,容易导致引弧困难。氩弧焊技术在普通电弧焊的原理的基础上,利用氩气对金属焊材的保护,通过高电流使焊材在被焊基材上融化成液态形成溶池,使被焊金属和焊材达到冶金结合的一种焊接技术,又称氩气体保护焊。氩弧焊按照电极的不同分为熔化极氩弧焊和非熔化极氩弧焊两种。
3、喷嘴直径的选择不宜过大,否则会妨碍操作,浪费氩气;但也不宜过小,否则熔池保护不好,容易产生缺陷,并且会烧损喷嘴。